取消
清空记录
历史记录
清空记录
历史记录





 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~工艺流程与技术参数
1. 织造与预处理
斜纹格子绒布的生产以斜纹为基础,通过经纬纱交织形成连续斜向纹路。鲁泰纺织的技术(CN202310227273.9)提出,在丝光工序中采用双阶段纬斜逆向调整:浸碱槽前通过导辊移动逆向调整3%~5%,布铗位置通过变频器二次调整4%~6%,使总体纬斜逆向调整把控在7%~11%。该技术通过机械干预平衡纱线张力,降低后续加工中的扭曲。
2. 染整与后整理
退浆工序采用蒸箱温度95~98℃、水洗温度85~95℃的梯度处理,确保浆料去除率达98%以上。液氨处理环节以35~55米/分钟车速常温水洗,提升纱线光泽度与柔韧性。拉幅工序通过烘房温度100~120℃实现纬斜调直,预缩工序采用胶毯温度90~110℃、呢毯温度100~120℃的组合,使水洗尺寸变化率稳定在1%~2.1%。
3. 成品质量把控
涤棉再生纱斜纹双面绒布的生产实践表明,络筒张力15cN、上浆率9%、开口时间310°等参数可提升织造效率。磨毛工艺采用“三正四反”的砂皮辊包覆方式,使绒毛密度达到124×65根/平方英寸,表面桃皮效果细腻均匀。

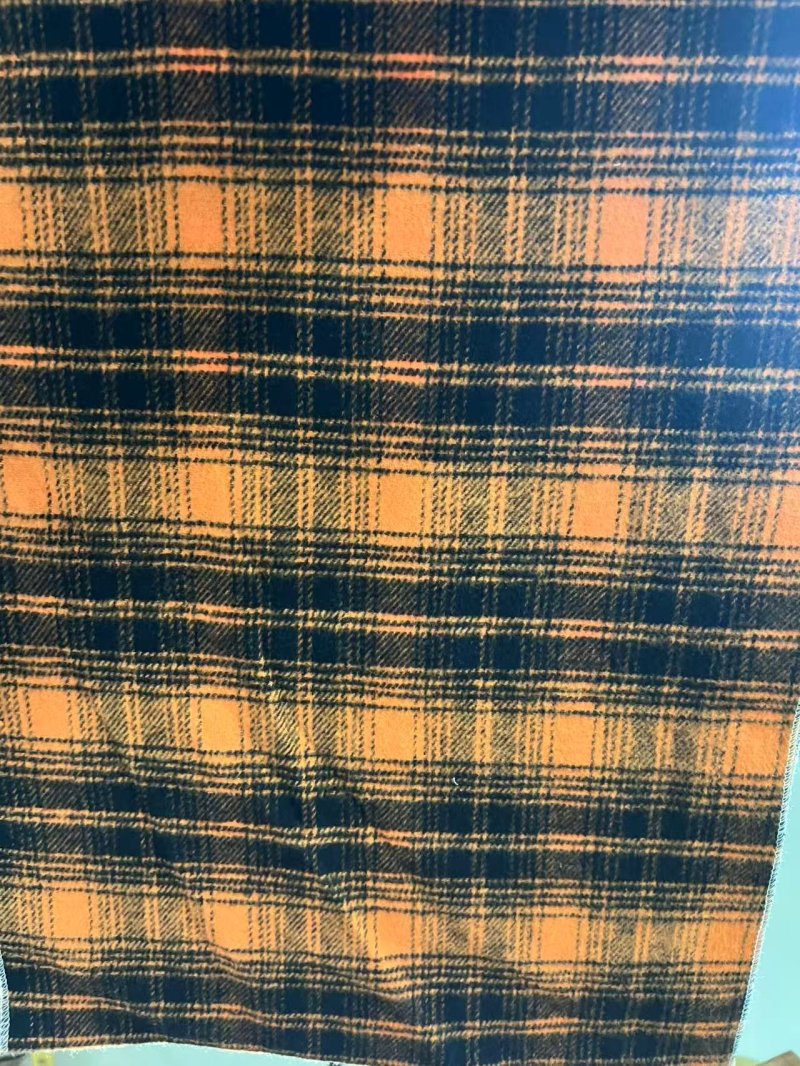
 斜纹格子绒布的工艺和适宜成品:斜纹格子绒布作为一种兼具结构美感与实用性的织物,其工艺优化与成品开发在纺织领域持续受到关注。本文基于近年来相关研究成果,系统梳理其生产流程、工艺参数及产品应用方向,并探讨技术改进与市场需求间的适配性。
斜纹格子绒布的工艺和适宜成品:斜纹格子绒布作为一种兼具结构美感与实用性的织物,其工艺优化与成品开发在纺织领域持续受到关注。本文基于近年来相关研究成果,系统梳理其生产流程、工艺参数及产品应用方向,并探讨技术改进与市场需求间的适配性。
工艺流程与技术参数
1. 织造与预处理
斜纹格子绒布的生产以斜纹为基础,通过经纬纱交织形成连续斜向纹路。鲁泰纺织的技术(CN202310227273.9)提出,在丝光工序中采用双阶段纬斜逆向调整:浸碱槽前通过导辊移动逆向调整3%~5%,布铗位置通过变频器二次调整4%~6%,使总体纬斜逆向调整把控在7%~11%。该技术通过机械干预平衡纱线张力,降低后续加工中的扭曲。
2. 染整与后整理
退浆工序采用蒸箱温度95~98℃、水洗温度85~95℃的梯度处理,确保浆料去除率达98%以上。液氨处理环节以35~55米/分钟车速常温水洗,提升纱线光泽度与柔韧性。拉幅工序通过烘房温度100~120℃实现纬斜调直,预缩工序采用胶毯温度90~110℃、呢毯温度100~120℃的组合,使水洗尺寸变化率稳定在1%~2.1%。
3. 成品质量把控
涤棉再生纱斜纹双面绒布的生产实践表明,络筒张力15cN、上浆率9%、开口时间310°等参数可提升织造效率。磨毛工艺采用“三正四反”的砂皮辊包覆方式,使绒毛密度达到124×65根/平方英寸,表面桃皮效果细腻均匀。
成品应用与市场适配
1. 服装面料
斜纹格子绒布的斜向纹路与格子图案结合,赋予面料动态视觉效果。侗族传统斜纹布采用单面纬面斜纹结构,正面纹路饱满、反面模糊,常用于贴身衣物制作。现代设计中,品牌如宝缇嘉(BottegaVeneta)将斜纹编织工艺应用于皮革制品,通过多层组合叠加实现纹路清晰与层次感强的美学效果。
2. 家纺与装饰材料
布依族格子布以对称几何图形构成单位格,通过群化形式扩展形成稳定图案,适用于窗帘、沙发套等家居场景。涤棉防羽磨绒布凭借柔软手感与防羽性能,成为羽绒被套、抱枕等产品的理想选择。
3. 工业与特种用途
斜纹格子结构因其力学稳定性,被应用于过滤材料、帐篷布等领域。再生纤维混纺斜纹绒布通过调整涤棉比例(如28S×28S涤棉混纺),在保证强度的同时降低生产成本,契合无污染与经济性双重需求。
结论与展望
当前斜纹格子绒布的工艺研究聚焦于纬斜把控、尺寸稳定性及触感优化,成品开发则侧重于文化符号与功能性的结合。未来研究可进一步探索智能纺织技术(如温湿度自适应调节)与斜纹结构的融合,同时深化对再生纤维混纺工艺的研究,以推动产业可持续发展。




工艺流程与技术参数
1. 织造与预处理
斜纹格子绒布的生产以斜纹为基础,通过经纬纱交织形成连续斜向纹路。鲁泰纺织的技术(CN202310227273.9)提出,在丝光工序中采用双阶段纬斜逆向调整:浸碱槽前通过导辊移动逆向调整3%~5%,布铗位置通过变频器二次调整4%~6%,使总体纬斜逆向调整把控在7%~11%。该技术通过机械干预平衡纱线张力,降低后续加工中的扭曲。
2. 染整与后整理
退浆工序采用蒸箱温度95~98℃、水洗温度85~95℃的梯度处理,确保浆料去除率达98%以上。液氨处理环节以35~55米/分钟车速常温水洗,提升纱线光泽度与柔韧性。拉幅工序通过烘房温度100~120℃实现纬斜调直,预缩工序采用胶毯温度90~110℃、呢毯温度100~120℃的组合,使水洗尺寸变化率稳定在1%~2.1%。
3. 成品质量把控
涤棉再生纱斜纹双面绒布的生产实践表明,络筒张力15cN、上浆率9%、开口时间310°等参数可提升织造效率。磨毛工艺采用“三正四反”的砂皮辊包覆方式,使绒毛密度达到124×65根/平方英寸,表面桃皮效果细腻均匀。
斜纹格子绒布的工艺和适宜成品:斜纹格子绒布作为一种兼具结构美感与实用性的织物,其工艺优化与成品开发在纺织领域持续受到关注。本文基于近年来相关研究成果,系统梳理其生产流程、工艺参数及产品应用方向,并探讨技术改进与市场需求间的适配性。
工艺流程与技术参数
1. 织造与预处理
斜纹格子绒布的生产以斜纹为基础,通过经纬纱交织形成连续斜向纹路。鲁泰纺织的技术(CN202310227273.9)提出,在丝光工序中采用双阶段纬斜逆向调整:浸碱槽前通过导辊移动逆向调整3%~5%,布铗位置通过变频器二次调整4%~6%,使总体纬斜逆向调整把控在7%~11%。该技术通过机械干预平衡纱线张力,降低后续加工中的扭曲。
2. 染整与后整理
退浆工序采用蒸箱温度95~98℃、水洗温度85~95℃的梯度处理,确保浆料去除率达98%以上。液氨处理环节以35~55米/分钟车速常温水洗,提升纱线光泽度与柔韧性。拉幅工序通过烘房温度100~120℃实现纬斜调直,预缩工序采用胶毯温度90~110℃、呢毯温度100~120℃的组合,使水洗尺寸变化率稳定在1%~2.1%。
3. 成品质量把控
涤棉再生纱斜纹双面绒布的生产实践表明,络筒张力15cN、上浆率9%、开口时间310°等参数可提升织造效率。磨毛工艺采用“三正四反”的砂皮辊包覆方式,使绒毛密度达到124×65根/平方英寸,表面桃皮效果细腻均匀。
成品应用与市场适配
1. 服装面料
斜纹格子绒布的斜向纹路与格子图案结合,赋予面料动态视觉效果。侗族传统斜纹布采用单面纬面斜纹结构,正面纹路饱满、反面模糊,常用于贴身衣物制作。现代设计中,品牌如宝缇嘉(BottegaVeneta)将斜纹编织工艺应用于皮革制品,通过多层组合叠加实现纹路清晰与层次感强的美学效果。
2. 家纺与装饰材料
布依族格子布以对称几何图形构成单位格,通过群化形式扩展形成稳定图案,适用于窗帘、沙发套等家居场景。涤棉防羽磨绒布凭借柔软手感与防羽性能,成为羽绒被套、抱枕等产品的理想选择。
3. 工业与特种用途
斜纹格子结构因其力学稳定性,被应用于过滤材料、帐篷布等领域。再生纤维混纺斜纹绒布通过调整涤棉比例(如28S×28S涤棉混纺),在保证强度的同时降低生产成本,契合无污染与经济性双重需求。
结论与展望
当前斜纹格子绒布的工艺研究聚焦于纬斜把控、尺寸稳定性及触感优化,成品开发则侧重于文化符号与功能性的结合。未来研究可进一步探索智能纺织技术(如温湿度自适应调节)与斜纹结构的融合,同时深化对再生纤维混纺工艺的研究,以推动产业可持续发展。